Why is surface inspection required?
When manufacturing optical surfaces, the primary aspiration is to setup a process that will produce surfaces that are free of imperfections, i.e., always perfect. In practice, however, perfection is not achievable, and a supporting surface inspection process is therefore required to check for imperfections.
Given the above, the surface quality specification allows stakeholders to agree a limit for the quantity and type of imperfections that can be tolerated on the finished optical surface. In support of this, several industry standards have been developed, providing different methods for specifying and inspecting optical surface quality.
For more information on the two most common standards, see articles:
Understanding Surface Quality - MIL-PRF-13830B
Understanding Surface Quality – ISO 10110-7
Is surface inspection by eye permitted?
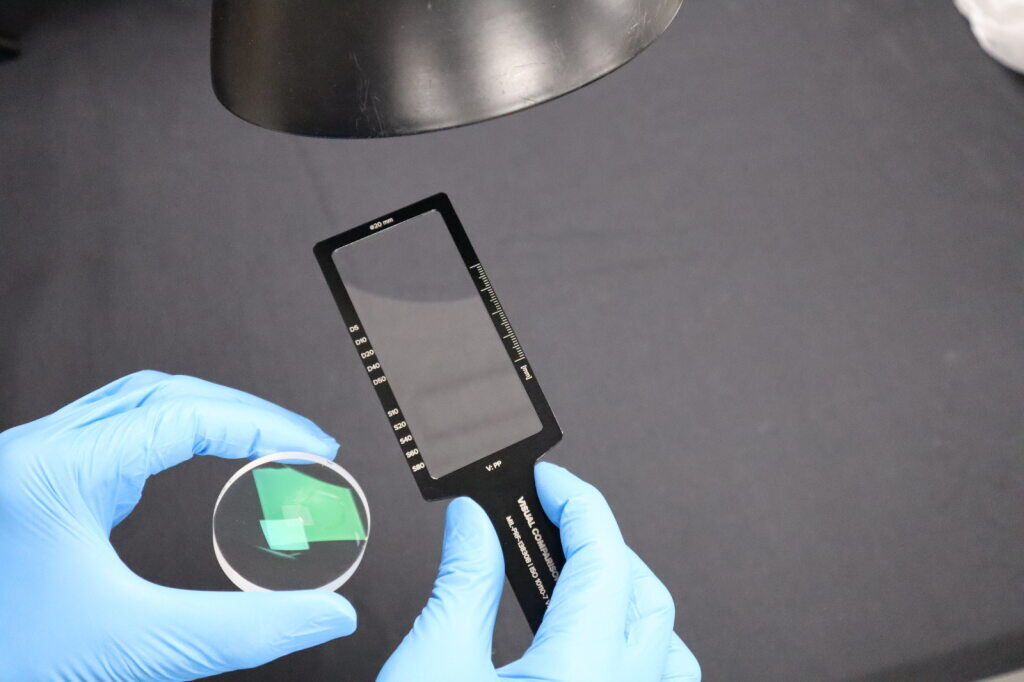
In short, yes. Each of the established standards includes the option of inspecting surface quality manually, with the unaided eye. This involves detecting imperfections by eye, before assigning a grade to each imperfection found by comparing against a set of comparison artifacts that represent discreet grading boundaries. Depending on the standard being applied, the subject of grading can be either visual weighting (based on the amount of scatter light under set lighting conditions) or surface area.
What results can be expected when inspecting by eye?
When inspecting by eye, it is widely understood and accepted that pass/fail results will be inherently subjective and exhibit variability. At root, this is primarily due to the following key factors and sources of variation:
- Differences in eyesight/vision
- Differences in lighting conditions
- Differences in materials and coatings (perceived contrast)
- Judgement of imperfection type (e.g., is it a Scratch or Dig?)
- Judgement of location on surface (e.g., when very close to edge of area to be inspected)
- Differences in training
- Tiredness/fatigue
- Human error in documentation
The accumulation of these factors can lead to poor levels of repeatability and reproducibility in overall inspection results, not only between suppliers and their customers, but also between members of the same inspection team. In turn, this can lead to disagreements and product returns which can ultimately impact profitability and confidence.
When is visual inspection a sufficient solution?
In the case of less demanding surface quality specifications and for non-critical applications, where a certain level of variability can be accepted, inspection by eye can provide a cost-effective solution to surface quality control.
In the precision optics market, most applications demand high quality optical surfaces, where imperfections must be tightly controlled. Further to this, the fundamental challenge for today’s optics manufacturer is the balancing of quality and cost. Competing in this space calls on an inspection process that can deliver the highest levels of accuracy, repeatability, and reproducibility.
What are the alternatives?
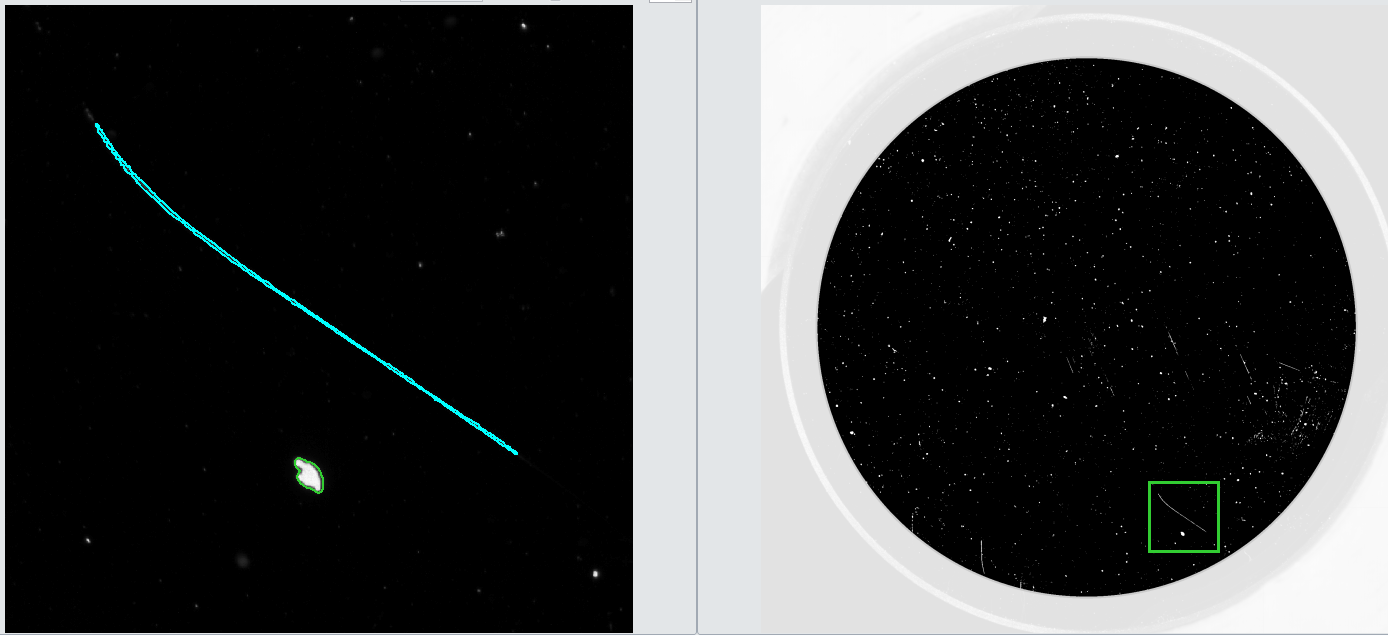
The demand for improved inspection technologies has led to the development of specialised machine vision solutions that can inspect in accordance with the industry standards, but at the same time, deliver a significant and measurable improvement in inspection process performance and reliability.
To learn more about machine vision technology for optical surface inspection, download our Industry Guide to Machine Vision and Automation Solutions