Why does optical surface quality matter?
Optical surface quality is an essential consideration when designing and manufacturing an optical component. Too many imperfections of a certain nature can impair function, while specifying too tight a tolerance on the number and severity of surface imperfections inevitably leads to an unnecessary increase in the cost of product.
What do we mean by Scratch and Dig?
The terms Scratch and Dig refer to two separate classifications for optical surface imperfections. Today, these terms are sourced in section 3.5 of MIL PRF-13830B which is based on MIL-O-13830, a United States Military Standard that was originally published in 1954.
As part of the MIL PRF-13830B methodology, it is implied that each imperfection found is first to be classified as either a scratch or a dig but interestingly there is no specific rule or criteria given for making this classification, leaving it open to interpretation.
An introduction to the MIL-PRF-13830B standard
Currently, MIL-PRF-13830B is the most widely adopted standard for specifying and controlling optical surface quality.
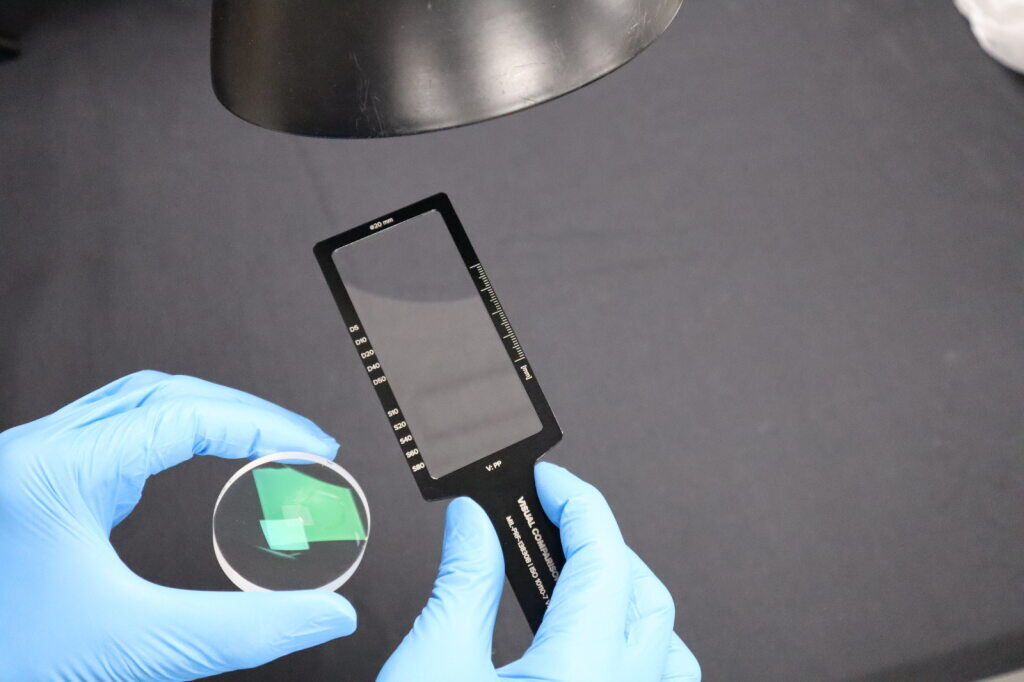
This standard takes a visual approach to the inspection and characterisation of imperfections, where optical surfaces are to be inspected manually with the unaided eye under controlled lighting conditions. For this reason, it is most appropriate to consider MIL-PRF-13830B as a cosmetic surface quality standard.
It is understood that the methodology set out in MIL-PRF-13830B allows room for interpretation and some significant sources of variation. Therefore, it is broadly recognised that MIL-PRF-13830B will lead to subjective pass-fail results, that is, unless its implementation is carefully controlled.
An overview of the MIL-PRF-13830B methodology
Under MIL-PRF-13830B, surface quality is to be specified as two numbers; the scratch number followed by the dig number; for example, 80-50.
The scratch number can take on values 10, 20, 40, 60, 80, and relates to a measure of ‘apparent brightness’ or ‘visual weighting’ of a scratch.
The dig number can take on values 5, 10, 20, 40, 50 and relates to the ‘apparent diameter’ or ‘visual weighting’ of a dig.
In both cases, these discreet numbers represent ‘grades’ which are assigned relative to a set of comparison standard limits and in turn represent the maximum permissible grade for imperfections detected on the surface being inspected.
Implementation of this standard has been plagued with various myths. This is in part because certain sections have been subject to differing interpretations, but mostly because of multiple historic revisions to references which were subsequently retracted.
Want to know more?
Our industry guide to optical surface quality standards white paper provides an in-depth review of the MIL-PRF-13830B methodology. The white paper also includes an examination of ISO 10110-7: 2017, which is an alternative standard for controlling optical surface quality.